EVOH Based Films
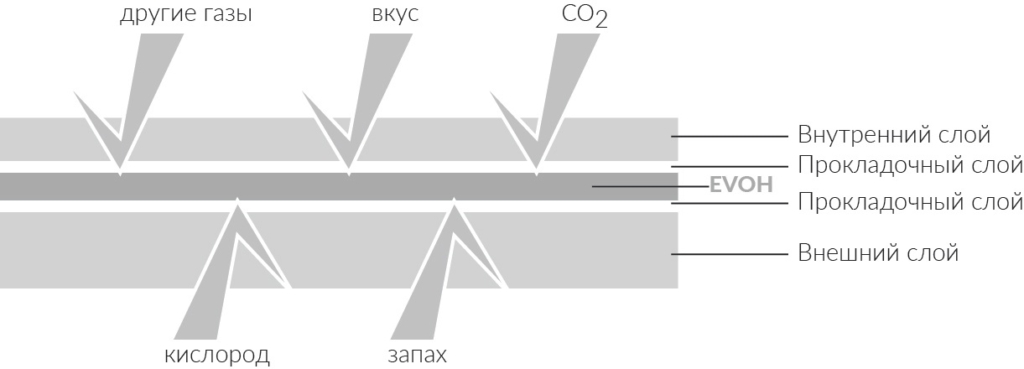
Films of 5 layers with a barrier layer have excellent workability and excellent barrier properties. The key to this remarkable balance is the combination of the proper copolymerization of ethylene with vinyl alcohol, a carefully selected degree of polymerisation, and the uniquely patented manufacturing process that is used in the production of EVOH copolymers. These unique polymers are blown in a 5-layer film process and are particularly suitable for food, medical, pharmaceutical, cosmetic, agricultural and industrial packaging.

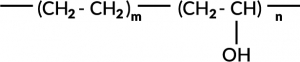
Molecular Structure of EVOH
EVOH is a random copolymer of ethylene and vinyl alcohol. It is a crystalline polymer that has a molecular structure represented by the following formula:
Benefits
Preservation of Food Quality
Due to its excellent gas barrier properties, EVOH is mainly used as a functional barrier in food packaging. By retaining oxygen and moisture, this layer preserves the taste and quality of food. Even in cases where food is more stable or specially processed, such as baby milk, the barrier properties of the layer are used to protect the sensitive vitamin content.
Resistance to Industrial Chemicals
EVOH resists oils and chemicals, making it particularly suitable for packaging organic solvents, agricultural pesticides and all types of oils, while retaining all the benefits of plastics. As a result, the 5-layer barrier film ensures safe handling with solvents and other chemicals, while protecting their integrity.
Process Efficiency
The presence of barrier layer leads to a reduction in production costs and a decrease in packaging waste. Plastic barrier films can be designed for aseptic filling, thereby reducing energy consumption during processing. Lightweight structures with a barrier layer allow more goods to be transported instead of unnecessary heavy packaging. Inexpensive yet functional packaging design helps to bring quality products to new markets.
Sustainability and Environment Protection
The advantage of superior gas barrier properties is that there are fewer raw materials (eg. plastic) that can be used without loss of performance. As a result, the packaging is lighter in weight and does not contain chemicals that are harmful to the environment. In addition, the waste containing the barrier layer can be recovered and recycled.
Film Layers with EVOH